Welcome to Linqing Xuanda Bearing Co., Ltd Official website!











Various types and models are optional

Full-time delivery package to home

7 * 24 hours online service

Recommended model selection
PRODUCT

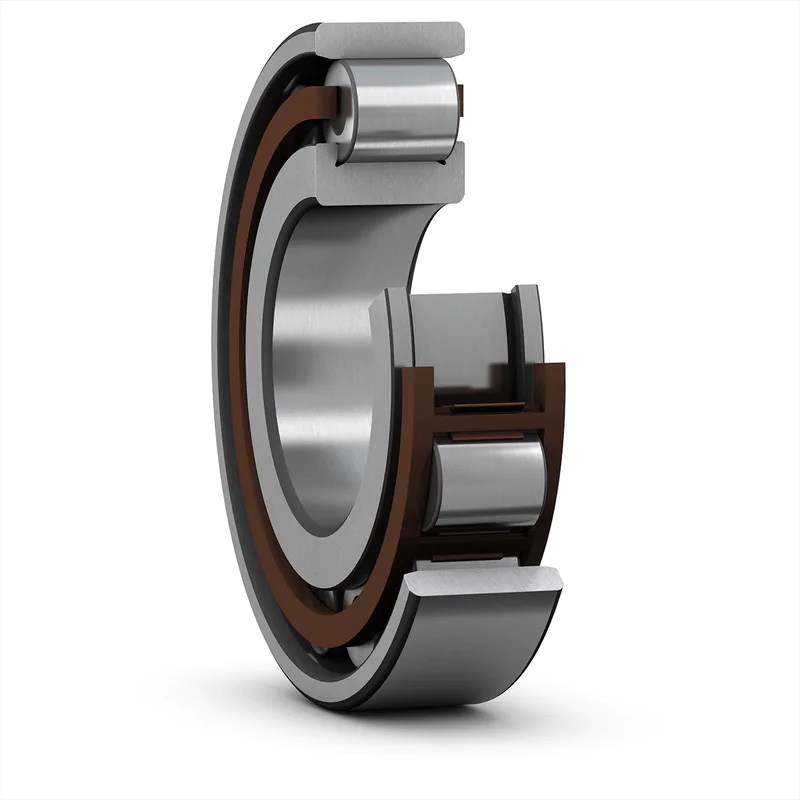
Linqing Xuanda Bearing Co., Ltd. is a comprehensive bearing enterprise specializing in production, sales and service. The company has the ability of independent innovation and R&D, can independently complete a series of systems from R&D, manufacturing, sales and after-sales, and has the independent registered trademark NSTB brand. At present, the company's main products include more than 100 varieties of deep groove ball bearings, self-aligning ball bearings, cylindrical roller bearings, self-aligning roller bearings, needle roller bearings, angular contact ball bearings...










 Chinese
Chinese Deep groove ball bearing
Deep groove ball bearing